材料選擇和原模制作為成功的制作一個RTM模具提供了前提。不過也不能忽略對制作過程的控制。原模通過數控加工,尺寸精度達到了要求,但加工的刀痕還是對模具表面有很大的影響。需要通過精修打磨,經過細微打磨拋光使模型達到A級表面要求。
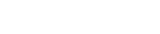
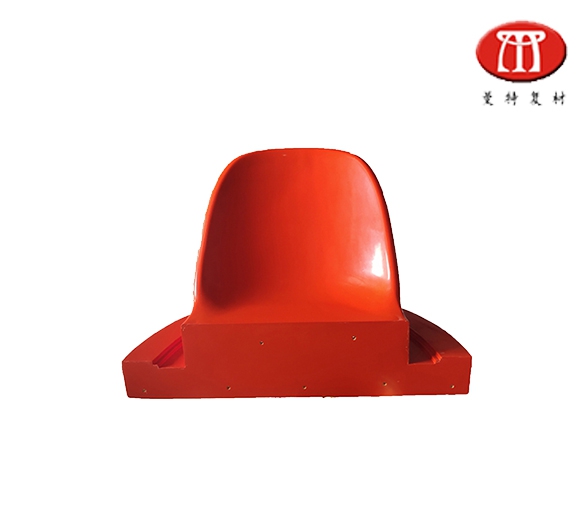
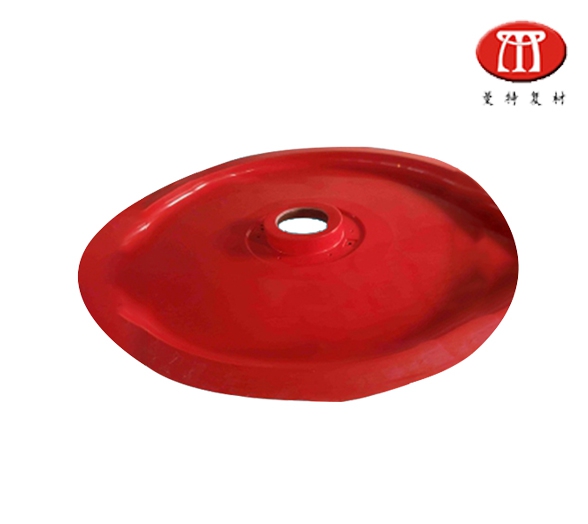
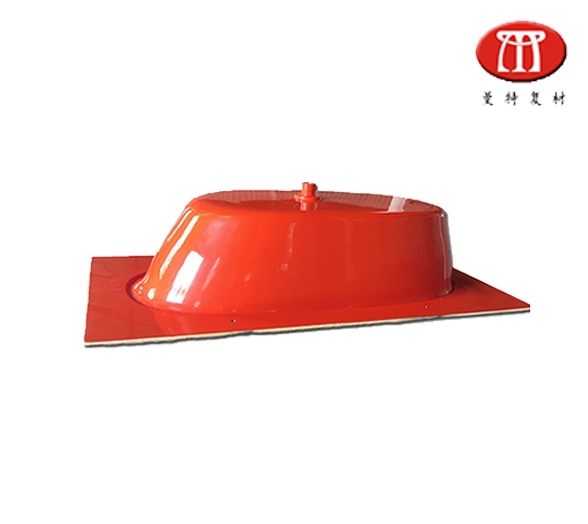
首先開始首片模具膠衣層的制作,對于膠衣層為了獲得一個好的表面效果,膠衣層需要采用噴涂的方法進行制作。噴涂膠衣時,一般膠衣用量為1000g/㎡,分3次進行噴涂,首層膠衣用量為200g/㎡,顏色區別于后兩次,后兩次膠衣用量為400g/㎡。膠衣噴槍氣流要均勻,膠液成霧狀,均勻噴涂在模型表面。待其Z后一次噴涂膠液凝膠后,便進行表面層的鋪放。表面層制作是有一層30g/㎡的表面氈和4層300g/㎡短切氈組成。表面氈應鋪覆平整不能有搭接和和褶皺,對于棱角處要特別小心,用刷子角進行充分的按壓,趕走氣泡。待表面層固化后需要進行挑氣泡的工作,將氣泡扎破然后用砂紙打磨去毛刺并用丙酮擦拭,接著就可以進行下面糊制了。4層300g/㎡短切氈組成分2次糊制完成,每次糊制前都要確認前一次膠液完全固化和挑氣泡工作完成。

增強層的糊制可以采用布和氈交替,4層固化一次的方式進行糊制。糊制鋪覆一定要平整,接縫應互相錯開,不要在棱角處搭接,要嚴格控制每層樹脂膠液的用量,要既能充分浸潤纖維,又不能過多。糊制到設計厚度就可以進行加固鋼框架的糊制了,鋼框架與模具不能有間隙,盡量現場制作,糊制前鋼框架需要經過處理消除焊接應力。等首片模具固化24小時后,就可以進行脫模了。脫模時一定要小心不要讓原模離模。如果發現離模可以用抽真空的方法讓原模與首片模具重新貼合。經過簡單修整,在設計位置安放注膠口和出膠口后就可以開始下片模具的制作了。制作完第二片模具后,將整個模具放入烘箱中從室溫逐漸升溫到75℃,后保溫2小時,停止加熱,逐漸冷卻至室溫。焊接導向后就可以進行脫模處理了。
133 3866 2316
聯系人:沙總
手 機:13338662316
網 址:gantatsu.com
地址:蘇州市相城區黃橋鎮生田工業坊國華路8號

關注我們 更多精彩

手機官網