RTM成型工藝技術是當前世界FRP工業中發展較快的成型工藝之一。所有RTM產品都需要一個適合其工藝的模具。RTM模具的材質屬玻璃鋼模具成本較低,制作周期較短。是目前主流的RTM工藝用模具。下面主要對玻璃鋼模具做個介紹。
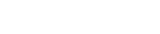
10、排氣口和注射口的設計
一般情況下排氣口和注射口設于上模,對于幾何形狀較規則的模具注射口設置在其幾何中心,不規則的模具一般位于模具注射狀態下制件的Z底端,排氣孔設計一般安放在產品的高點以及不利于排氣的位置。如果有需要,可以在合適的位置放置氣脫來幫助產品的脫模。總之,要根據制品的具體形狀進行分析,充分考慮到樹脂的流動方式,全面權衡,妥善安排注射口和排氣口的位置,以保證制品的注射成功。

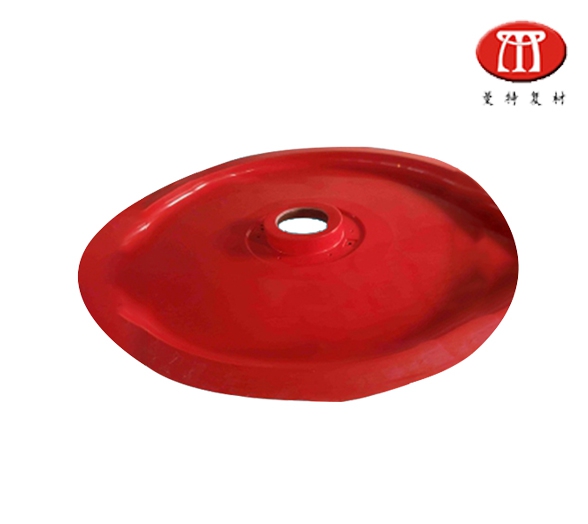
11、陽模的制作
在鋪設完蠟片開始制作陽模的時候,結構層的糊制和陰模一樣,但有以下注意事項:
噴膠衣時注意操作間的濕度不能超過60%,否則會嚴重影響其固化,容易引起膠衣皺摺。因此在濕度大的情況下不能噴涂膠衣。
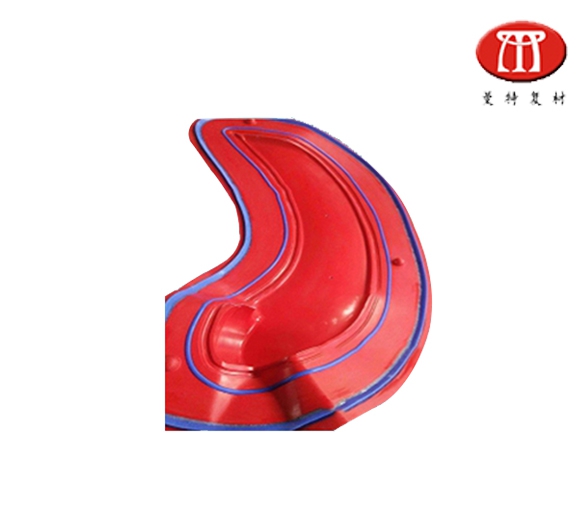
12.緊固件、定位件的焊接
我們在陽模的FRP結構層完成以后,同樣也要對模具進行鋼結構的加強。操作和陰模一樣,但要注意焊接時要把注射口和排氣口的位置讓出來,同時在注射口的位置方鋼的間距需要小一些以增加該位置的剛性。
一般情況下,陰陽兩片模具的定位件僅需要兩件,采用對稱的位置焊接,其它位置均用緊固件,所有這些金屬焊接件的空間距離為40cm左右,如果模具較厚或者裙邊的鋼架不夠平整,需要用厚度為10mm左右的鋼板進行銜接。焊接時一定要保證在模具緊固時受力在同一方向。當然還要根據模具的具體情況進行靈活處理以達到理想的效果。
13、模具的后處理
完成模具的后固化就可以脫模進行后處理。
⑴脫開模具,去除蠟片(蠟片都附著在陽模上)。
⑵去除蠟片以后用潔模劑清洗模具。
⑶從600目砂紙開始依次遞增到2000目以上,根據產品要求打磨模具。
⑷模具表面打磨后開始拋光處理。
14、試模
⑴試模前一定要保證脫膜劑的完整涂覆,并要做脫模實驗。
⑵根據產品的形狀剪裁氈。
⑶合上模具,緊固到位,準備注射。
⑷注射時的壓力可以從小往大調。
⑸待產品固化以后脫模,察看整個模具以及產品的情況。需要時及時進行調整直到滿意為止。至此,我們整個模具的制作就完成了。
15、模具的保養、維護和保管
由于RTM注射模具屬于精度比較高的模具,不管是否長期生產,都需要對模具進行必要的保養和維護。
⑴總的原則:保養重于修補,修補難以得到好的模具。
⑵保養方法:邊使用邊保養,主要是重新打磨、拋光、保持光潔度;使用久的模具,在其表面可能會有脫膜蠟或脫膜劑的積垢,需要用專門的清洗劑來去除這些積垢,讓模具煥然一新。
⑶模具在使用告一段落以后,需要繼續保管時,要注意幾點:a.模具必須合模緊固到位然后存放,合模時必須保證模腔的潔凈。b.不允許放在露天。
133 3866 2316
聯系人:沙總
手 機:13338662316
網 址:gantatsu.com
地址:蘇州市相城區黃橋鎮生田工業坊國華路8號

關注我們 更多精彩

手機官網